プリント能力は?
前回の記事では、3Dプリンタはどんなもの?
という感じで、成型能力にはあまり触れませんでした。
今回は、実際に作りたいだろう形状に近いものを
プリントした写真も掲載してみました。
基本
前回の記事でも書きましたが、
まず、サイズです。
ビルドプレート(地面)の大きさ

そして、高さです。
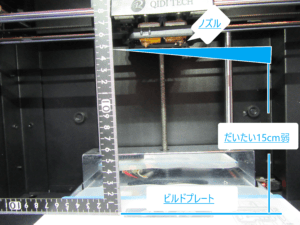
基本的に、これより小さいサイズしか作れません。
そして、前回は素材はPLAで、単純な形でした。

今回は、素材ABSで複雑な形です
まずABSについて
ABSはPLAに比べて、高い温度で加工します。
性質として、反りがでたり、くっつきが悪いです。
素材同士のくっつきも悪いのですが、
まず、ビルドプレートに定着してくれません。
定着しないとどうなるかを、図で説明します。
通常のきれいな例です。
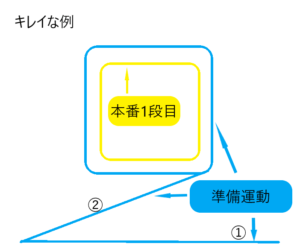
3Dプリンタは、いきなり作品をプリントしません。
まず、ノズルとビルドプレートの温度を上げてから、
(ビルドプレートの温度調節がない機種もあるそうです)
準備運動として、水色のラインをプリントします。
ある程度調子が出てから、
黄色の本体部分のプリントにかかります。
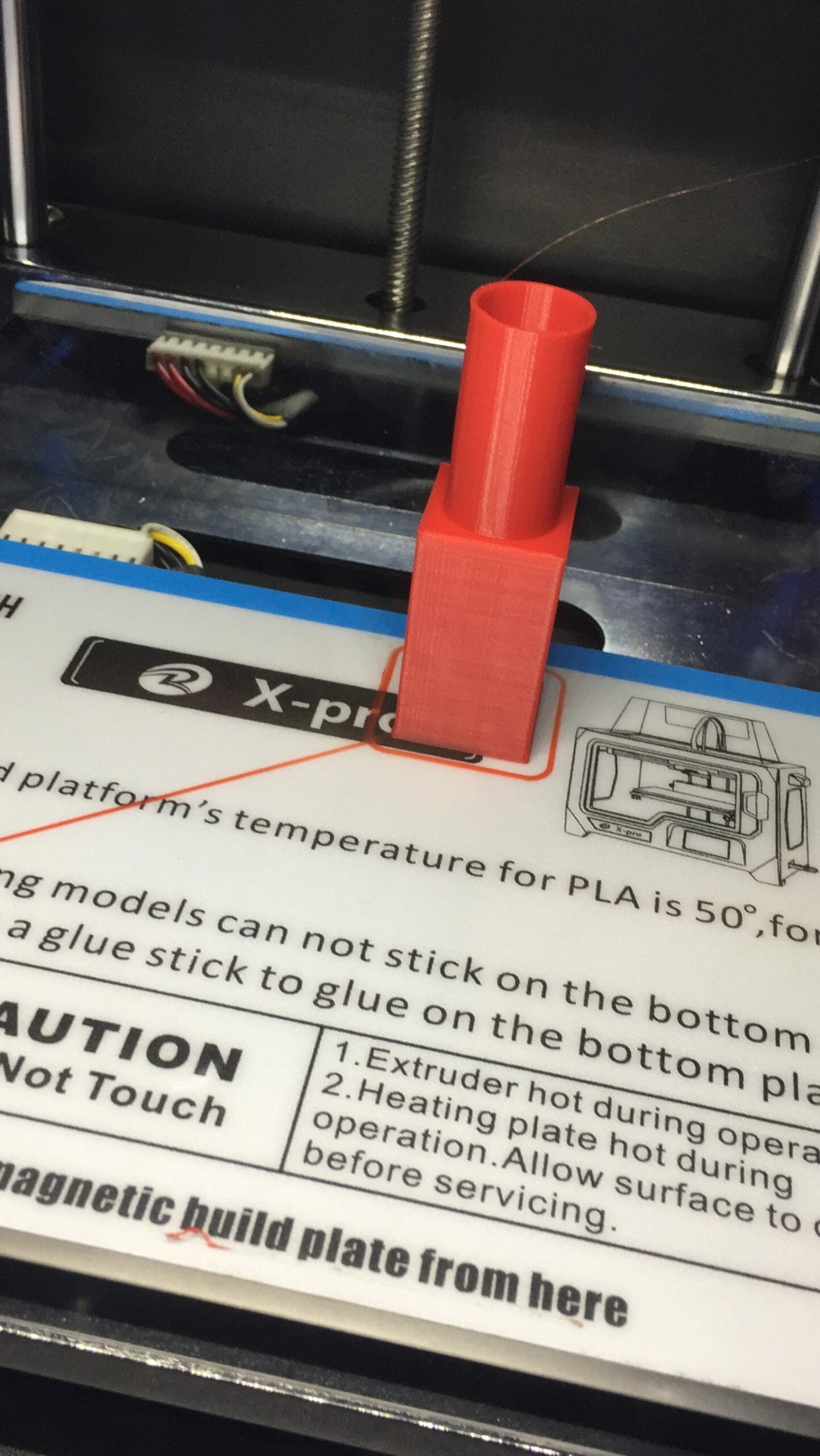
しかし、ビルドプレートの吸着が悪いと、
このような感じになります。
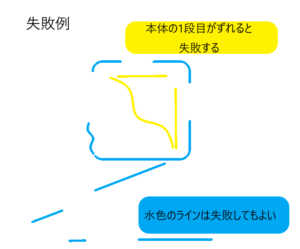
水色のラインはどうでもいいのですが、
黄色の本体部分の一段目がずれると、
大抵はそのあともズレ続けます。
ゴミが成型されてしまいます。(笑)
これを回避するのに、
●ビルドプレートにスティックのりを塗る。
●ヘアスプレーを散布する。
●専用のプラットフォームシートを貼る。

などの方法があります。
造形物の形
3Dは、下から順番に層を積み上げて整形します。
つまり、空中に浮いた部分に、
いきなり成型はできないのです。
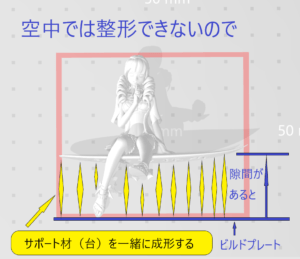
ですので、空中に浮いた部分は、
実際のデザインにはない、
サポート材(台)を一緒に成形することになります。
成型後に、このサポート材を取り除くのは一苦労です。
ですので、なるべくサポート材が少なくなるように
プリントします。
プリントの向きはスライスソフトで
3Dプリンタにデータを送信する前に、
スライスソフトで設定をします。
その時に、造形物の配置も変えられます。
例えば、図のような物があったとします。
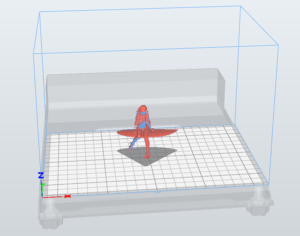
これだと、サポート材の量が増えて、
多分、きれいにできません。
そこで、向きを変えます。
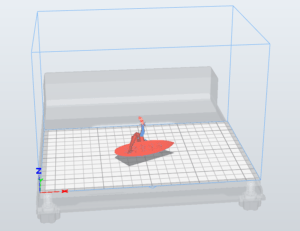
こんな感じです!
その時に、強度の問題を考えて配置するとよいです。
積層面の縦方向は強いですが、
横方向は弱いです。
ですので、実用品の場合は、その辺りも考えましょう。
割れます。(笑)

スマホケース。パテ入れて塗装しても割れました・・・。
ちなみにサポート材の形状もスライスソフトで設定できます。
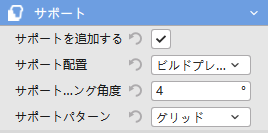
色々試してみるとよいと思います。
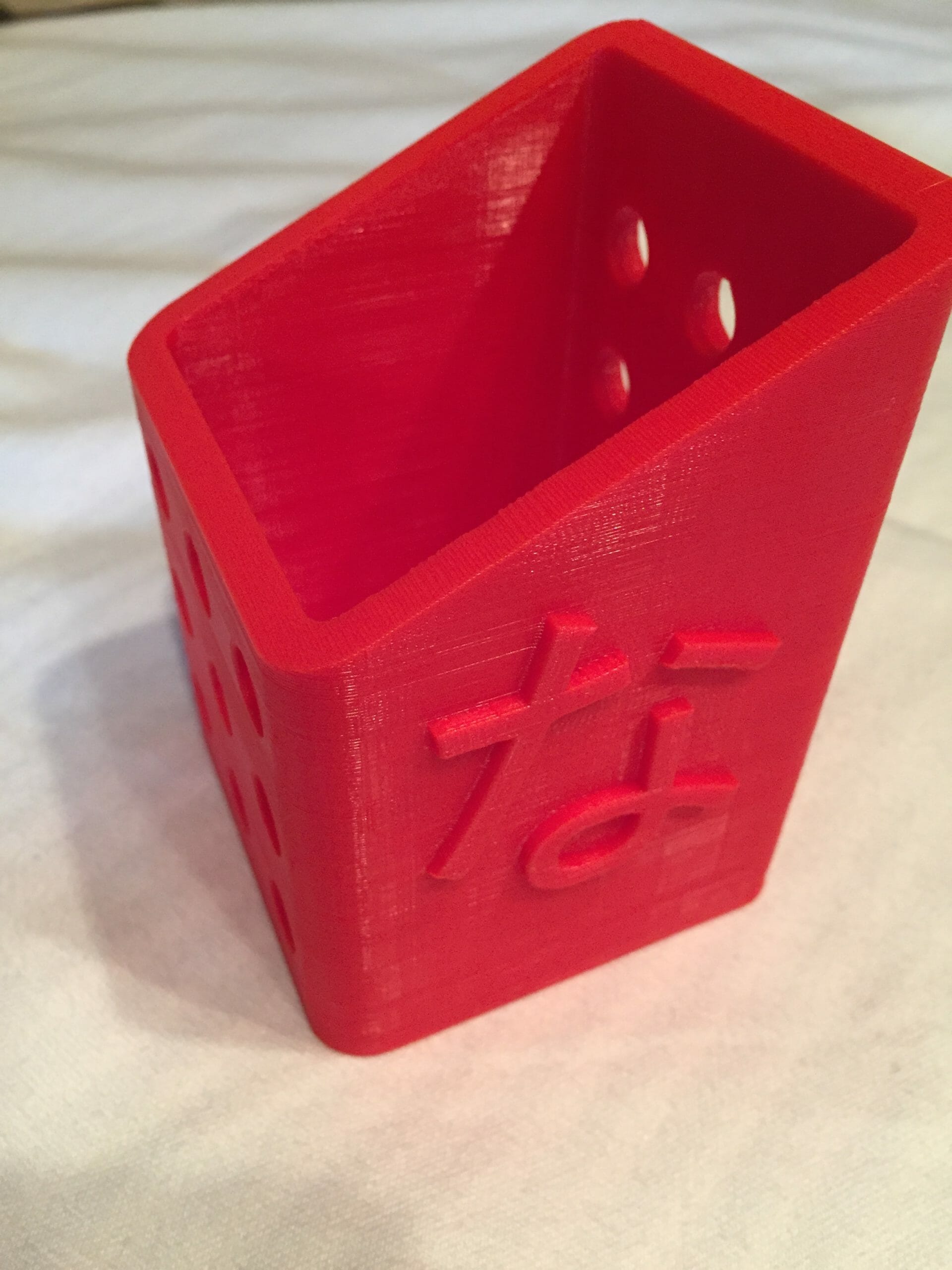
実際にプリントしてみます
これはオリジナルデータの勾玉です。

仕上げをしているのでキレイですが、
プリント直後はこんな感じです。

比較します。

どうですか?がっかりしましたか?(笑)
3Dプリンタて、
いきなりきれいな造形物が出るわけではないです。
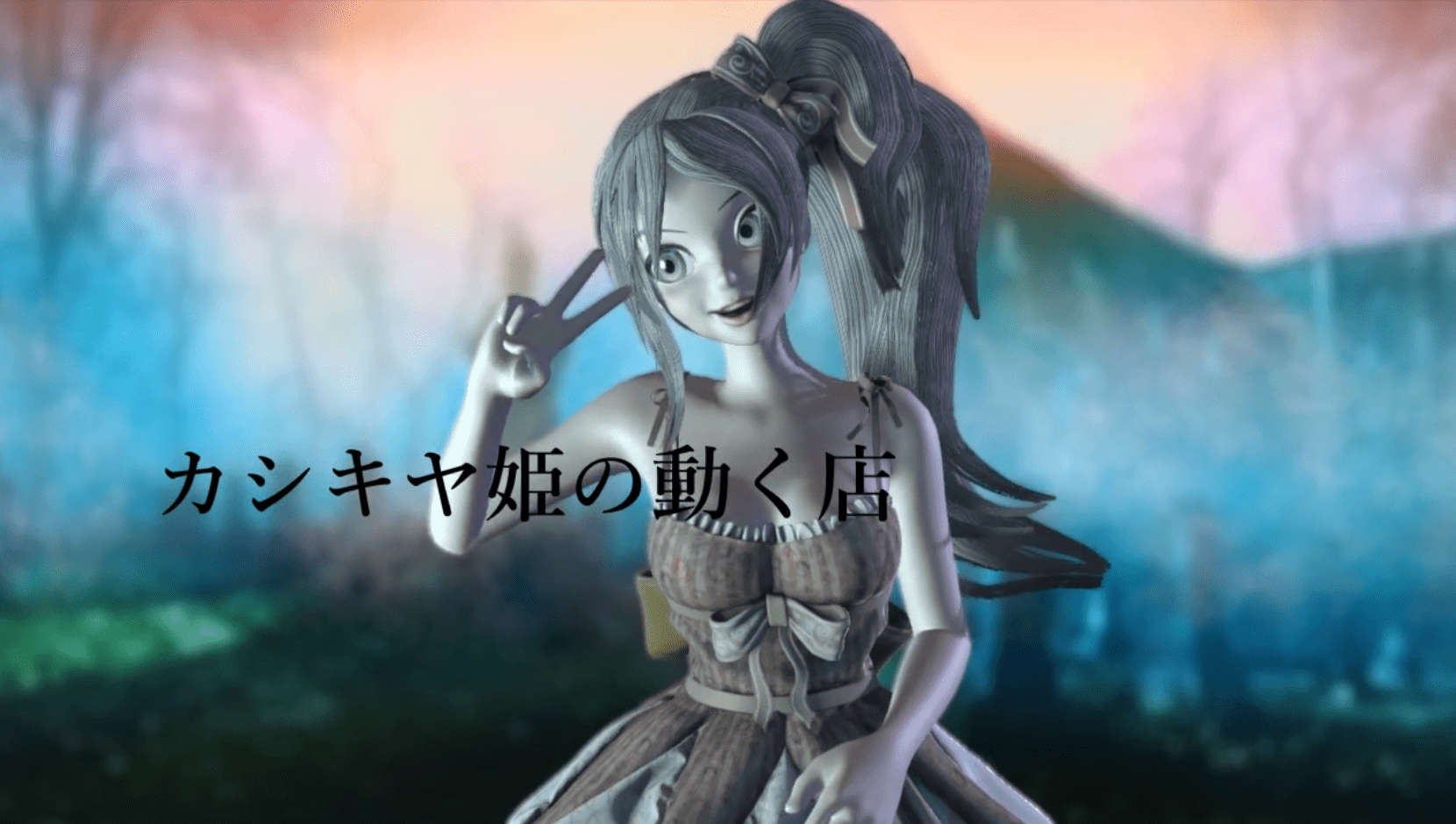
これは、モデラボさんでお借りしたフィギュアです。

プリント直後はこんな感じです。

サポート材がまとわりついています!
これを仕上げるの?
そうなんです。
でもサポート材ははがれやすくなっています。
プラスチックカッターやニッパでやるとよいです。
ただ、磨きをかけるのを手でやるのは大変です。
私はこれを使っています。

微振動の電動歯ブラシのような動きをします。
量産には不向き?
おそらくシリコンで型どりして、
レジンで量産したほうが良いと思います。

こちらも仕上げはやらなくてはいけませんが・・・
そのうち量産についても書いてみます!
コメント